|
表5:異味管末處理方法評估(化學洗滌、生物、臭氧氧化、活性碳吸附法)
|
方法 |
評估項目 |
範圍 |
|
化學洗滌 |
適用異味成分 |
二氧化硫、二氧化氮、硫化物(硫化氫、二甲基硫)、氮化物(氨、甲胺)、不飽和碳氫化合物、醛 |
|
適用成分濃度(mg/Nm3) |
<50 |
|
送風電力(kWh/1,000Nm3排氣) |
0.5 |
|
設置費用(NT$/200
Nm3/min) |
100萬 |
|
氧化劑需量(kg12%有效氯次氯酸鈉/1,000Nm3排氣) |
1-2 |
|
異味去除率(%) |
>95 |
|
生物 |
適用異味成分 |
有機溶劑(碳氫氧化合物)、硫化物(硫化氫、二甲基硫)、氮化物(氨、甲胺)、醛 |
|
適用成分濃度(mg/Nm3) |
<1,000 |
|
送風電力(kWh/1,000Nm3排氣) |
0.3 |
|
設置費用(NT$/200
Nm3/min) |
400-600萬(進氣濃度1,000
mg/Nm3)
300-450萬(進氣濃度500
mg/Nm3) |
|
營養劑需量(kg奶粉/天)(處理量200
Nm3/min) |
0.50 (進氣濃度1,000
mg/Nm3)
0.25 (進氣濃度500
mg/Nm3) |
|
異味去除率(%) |
>90 |
|
臭氧氧化 |
適用異味成分 |
有機溶劑(碳氫氧化合物)、硫化物(硫化氫、二甲基硫)、醛 |
|
適用成分濃度(mg/Nm3) |
<50 |
|
送風電力(kWh/1,000Nm3排氣) |
0.2 |
|
設置費用(NT$/200
Nm3/min)
(主要為臭氧產生機) |
800-1,000萬(進氣濃度50
mg/Nm3)
200-300萬(進氣濃度10
mg/Nm3) |
|
臭氧需量(kg/kg異味成分) |
1-2 |
|
異味去除率(%) |
>90 |
|
活性碳吸附 |
適用異味成分 |
有機溶劑(碳氫氧化合物)、硫化物(硫化氫、二甲基硫)、醛、氯氣、二氧化硫 |
|
適用成分濃度(mg/Nm3) |
<50 |
|
送風電力(kWh/1,000Nm3排氣) |
0.3 |
|
設置費用(NT$/200
Nm3/min) |
100萬 |
|
活性碳消耗量(kg/kg異味成分) |
20-50 |
|
活性碳消耗量(kg/1,000Nm3排氣) |
1.0 (進氣濃度50
mg/Nm3)
0.5 (進氣濃度10
mg/Nm3) |
|
異味去除率(%) |
>95 |
上述處理技術中,焚化、生物、活性碳吸附等技術已相當成熟,在此不贅述。化學洗滌技術應用廣而有效,臭氧氧化法屬較新技術,進一步介紹如下。
3.1化學洗滌技術
常用的化學洗滌設備為填充塔,吸收液與廢氣流量比例(液/氣比)一般為1-3
L/m3,填料總高度一般為2-5公尺,氣體空塔流速為0.5-1
m/s,不宜超過2
m/s。
可用化學洗滌處理之異味物質包括有機硫化物、含氮化合物、有機酸、少數含氧或不飽和碳氫化合物等。常用異味去除氧化劑為次氯酸鈉(漂白水),洗滌排氣中氯味如顯著,可利用第二洗滌塔,用硫代硫酸鈉(Na2S2O3或Na2S2O3?5
H2O)或過氧化氫(H2O2)水溶液洗除;第二洗滌塔洗滌液保持鹼性(pH
>9),可將氯氣還原產生之鹽酸(HCl)洗除,以免逸出:
|
2 Na2S2O3+Cl2 |
→ |
Na2S4O6+2
NaCl |
|
H2O2+Cl2 |
→ |
O2+2
HCl |
|
HCl+NaOH |
→ |
NaCl+H2O |
第二洗滌塔也可用活性碳吸附塔取代,以去除餘氯,氯氣還原產生之鹽酸可被吸附在活性碳表面,活性碳可用鹼洗再生:
研究顯示,對飼料、化製、石油樹脂、塑膠熱熔回收、橡膠煉製、瀝青混凝土拌合(HMC)、生活廢水處理、部分事業廢水處理、禽畜糞堆肥場、廚餘堆肥場等事業排氣中之硫化物(硫化氫、硫醇、二甲基硫、二甲基二硫)、氮化物(胺、甲胺)、不飽和碳氫化合物、醛類(乙醛)等均可以「次氯酸鈉溶液(NaOCl)氧化及硫代硫酸鈉溶液還原」技術去除,通用程序如圖1。第一洗滌塔設置pH及ORP(氧化還原電位)控制、NaOCl加藥、酸加藥等設施,作氧化洗滌,pH控制於6.7-7.5,ORP控制於800-950
mV;第二洗滌塔pH控制於8.5-9.0、加硫代硫酸鈉或過氧化氫還原劑,ORP控制於0至-100
mV,或pH控制於10.0-11.5、ORP控制於100至150
mV。以下列舉七例:
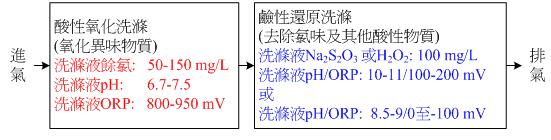
圖1
「氧化還原」異味洗滌處理系統
實例一為廚餘堆肥排氣處理(周明顯等,2006)。數據顯示,在(1)酸氯洗滌液pH控制於5.9-6.7,總餘氯控制於10-95
mg/L;(2)鹼性硫代硫酸鈉洗滌液pH控制於10.0-11.5,可分別將進氣之氨及胺由54-97
(平均77.3)及158-490
(平均293)
ppm 去除至<2
ppm,排氣中均嗅不出異味物質。二氣體樣處理前異味濃度分別為1740、1303,處理後分別為98、9,去除率分別為94、99%。
實例二為面板製程廢水排氣處理(周明顯等,2007)。數據顯示,排氣二甲基硫(DMS)濃度為數百ppm,較佳之處理方法如下:第一洗滌塔洗滌液加次氯酸鈉及硫酸(pH控制於6.7-7.5,ORP控制於800-950
mV)氧化去除DMS;第二洗滌塔洗滌液加次氯酸鈉及硫酸(pH控制於6.8-7.2,ORP控制於600-700
mV)氧化去除殘存DMS;第三洗滌塔洗滌液pH控制於8.5-9.0,加硫代硫酸鈉還原劑,ORP控制於0至-100
mV去除餘氯。
實例三為飼料乾燥排氣處理(周家德,2005)。乾燥排氣含甲苯、乙苯、二甲苯、苯乙稀、三甲胺、混合胺、硫醇、氨、硫化氫、醋酸等異味物質。本研究以酸氯液串聯鹼洗液進行化學洗滌處理,酸氯液總有效氯調整至75-100
mg/L,pH控制於6.4-6.6,鹼洗液pH
8.4-8.6,可將排氣中臭味物質全部去除,出口排氣有氯味。另以酸氯串聯鹼性亞硫酸氫鈉洗滌法處理,操作條件為酸氯液pH於6.4-6.6、酸氯液總氯濃度在55-85
mg/L間,NaHSO3溶液pH=8.0-8.5、NaHSO3濃度為10,000
mg/L (as SO2),氨、三甲胺、混合胺等異味物質去除率100%;每1,000
m3臭排氣用藥總費用為NT$
5.74。
實例四為以洗滌法處理橡膠業製程排氣(沈克鵬等,1994)。臭氣成分主要為醛類、硫化物。系統設計採三段式,第一段用水洗降溫並洗去大顆粒物質,第二段以次氯酸鈉(1%,pH=10)洗滌氧化臭味物質,第三段以水沖洗去除次氯酸鈉味道。該廠廢氣濃度約100
ppm,風量65
CMM (50 ℃),異味去除率可達95%。
實例五為咖啡豆烘焙廢氣處理(蘇瑋翔,2010)。使用「次氯酸鈉串聯過氧化氫」二段曝氣洗滌法,將烘焙廢氣中有機異味物質氧化,並以過氧化氫將剩餘氯氣或臭氧還原去除。數據顯示,在次氯酸鈉洗滌液初始pH=12且有效氯濃度為200
mg/L、過氧化氫洗滌液初始pH=12且濃度為1%時,可將廢氣中總碳氫化合物(THC)平均去除85%。經異味官能測定法測定,一未處理廢氣臭味濃度為9,772,經處理後降為31。
實例六為為探討某樹脂工廠廢水場排氣中含異味物質去除方法(黃郁文,2009),異味物質主要來自石油樹脂製造原料,包括甲苯、α-甲基苯乙烯(α-methyl
styrene)、乙烯基甲苯(vinyl
toluene)、苯乙烯、萘(naphthalene)、二環戊二烯(dicyclo-
pentadiene)、茚(indene)等烯烴類揮發性有機物(VOCs)。結果顯示以稀釋1000倍漂白水(含6%有效氯)
50 mL (pH 7.9-9.8、餘氯濃度40-60
mg/L、氧化還原電位500-760
mV)洗滌,可將氣體VOC從250
ppm去除至23
ppm(以甲烷表示);經次氯酸鈉洗滌液處理後之排氣中,可嗅出極淡的異味與氯味,但加入0.45
mL之3%
Na2S2O3洗滌後,氣樣中均嗅不出原污染物質異味及氯味,VOC濃度降至18
ppm,總VOC去除率約92%。
實例七為廢塑膠熱熔回收排氣處理(張守德,2011)。先期研究發現,利用「次氯酸鈉-雙氧水」二段洗滌法,可將熱熔聚丙烯(PP)排放異味完全去除,結果如表6所示。
表6:「熱熔PP(150-200℃)」排氣通20L入反應液之餘氯、pH及氣體異味
|
|
600mL次氯酸鈉溶液 |
600mL過氧化氫(35mg/L)溶液 |
|
反應前 |
反應後 |
反應前 |
反應後 |
|
餘氯(mg/L) |
13.25 |
4.0 |
|
|
|
pH |
9.13 |
6.99 |
12.13 |
12.12 |
|
異味 |
塑膠味 |
氯氣味 |
無味 |
|